I. Introduction
A variety of engineering activities require excavation of rock cuts. In civil engineering,
projects include transportation systems such as highways and railways, dams for power production and water supply, and industrial and urban development. In mining, open pits account for the
major portion of the world’s mineral production. The dimensions of open pits range from areas of a few hectares and depths of less than 100 m, for some high grade mineral deposits and quarries in urban areas, to areas of hundreds of hectares and depths as great as 800 m, for low grade ore deposits. The overall slope angles for these pits range from near vertical for shallow pits in good quality rock to flatter than 30◦ for those in very poor quality rock.
Figure 1.1 shows two typical rock slopes.
Figure 1.1(a) is a rock cut, with a face angle of about 60◦, supported with tensioned anchors
incorporating reinforced concrete bearing pads about 1 m2 that distribute the anchor load on
the face. The face is also covered with shotcrete to prevent weathering and loosening between the
bolts. Water control measures include drain holes through the shotcrete and drainage channels on
the benches and down the face to collect surface run-off. The support is designed to both ensure
long-term stability of the overall slope, and minimize rock falls that could be a hazard to traffic.
Figure 1.1(b) shows the Palabora open pit in South Africa that is 830 m deep and an overall
slope angle of 45–50◦; this is one of the steepest and deepest pits in the world (Stewart et al., 2000).
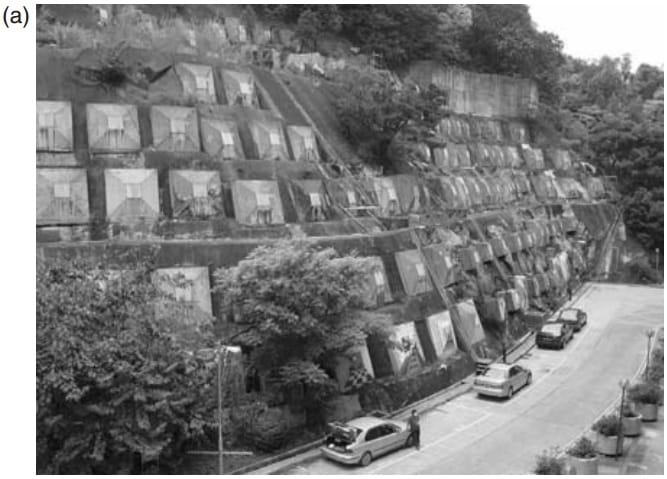
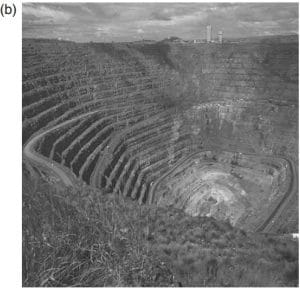
Figure 1.1 Examples of rock slopes: (a) rock slope in Hong Kong supported with tensioned rock anchors and reinforced concrete reaction blocks, and shotcrete (photograph by Gary Fu); and (b) 830 m deep Palabora open pit copper mine, South Africa. (Photograph courtesy: Rio Tinto Ltd.)
The upper part of the pit is accessed via a dual ramp system, which reduces to a single ramp in
the lower part of the pit. In addition to these man-made excavations, in mountainous terrain the stability of natural rock slopes may also be of concern. For example, highways and railways located in river valleys may be located below such slopes, or cut into the toe, which may be detrimental to stability. One of the factors that may influence the stability of natural rock slopes is the regional tectonic setting. Factors of safety may be only slightly greater than unity where there is rapid uplift of the land mass and corresponding down-cutting of the watercourses, together with earthquakes that loosen and displace the slope. Such conditions exist in seismically active areas such as the Pacific Rim, the Himalayas and central Asia. The required stability conditions of rock slopes will vary depending on the type of project and the consequence of failure. For example, for cuts above a highway carrying high traffic volumes it will be important that the overall slope be
stable, and that there be few if any rock falls that reach the traffic lanes. This will often require
both careful blasting during construction, and the installation of stabilization measures such as
rock anchors. Because the useful life of such stabilization measures may only be 10–30 years,
depending on the climate and rate of rock degradation, periodic maintenance may be required for
long-term safety. In contrast, slopes for open pit mines are usually designed with factors of safety in the range of 1.2–1.4, and it is accepted that movement of the slope and possibly some partial
slope failures will occur during the life of the mine. In fact, an optimum slope design is one that
fails soon after the end of operations. In the design of cut slopes, there is usually little
flexibility to adjust the orientation of the slope to suit the geological conditions encountered in
the excavation. For example, in the design of a highway, the alignment is primarily governed
by such factors as available right-of-way, grades and vertical and horizontal curvature. Therefore,
the slope design must accommodate the particular geological conditions that are encountered
along the highway. Circumstances where geological conditions may dictate modifications to
the slope design include the need for relocation where the alignment intersects a major landslide
that could be activated by construction. With respect to open pit slope design, the pit must
obviously be located on the ore body, and the design must accommodate the geological conditions that exist within the area of the pit. This may require different slope designs around
the pit. The common design requirement for rock cuts is to determine the maximum safe cut face angle compatible with the planned maximum height. The design process is a trade-off between stability and economics. That is, steep cuts are usually less expensive to construct than flat cuts because there is less volume of excavated rock, less acquisition of right-of-way and smaller cut face areas. However, with steep slopes it may be necessary to install extensive stabilization measures such as rock bolts and shotcrete in order to minimize both the risk of overall slope instability and rock falls during the operational life of the project.
1.1.1 Scope of book
The design of rock cuts involves the collection of geotechnical data, the use of appropriate design
methods, and the implementation of excavation methods and stabilization/protection measures
suitable for the particular site conditions. In order to address all these issues, the book is divided
into three distinct sections that cover respectively design data, design methods and excavation/support procedures. Details of the main topics covered in each section are as follows:
(a) Design data
• Geological data of which structural geology is usually the most important. This
information includes the orientation of Principles of rock slope design 3 discontinuities and their characteristics such as length, spacing, roughness and infilling. Chapter 2 discusses interpretation of these data, while Chapter 3 describes methods of data collection.
• Rock strength with the most important parameter being the shear strength of
discontinuity surfaces or rock masses, and to a lesser extent the compressive
strength of the intact rock (Chapter 4).
• Ground water conditions comprise the likely ground water level within the
slope, and procedures to drain the slope, if necessary (Chapters 5 and 12).
(b) Design methods
• Design methods for rock slopes fall into two groups—limit equilibrium analysis and numerical analysis. Limit equilibrium analyses calculates the factor of safety of the slope and different procedures are used for plane, wedge, circular and toppling failures; the type of failure is defined by the geology of the slope (Chapters 6–9). Numerical analysis examines the stresses and strains developed in the slope, and stability is assessed by comparing the stresses in the slope with the rock strength (Chapter 10).
(c) Excavation and stabilization
• Blasting issues relevant to slope stability include production blasting, controlled blasting on final faces, and in urban areas the control of damage from ground vibrations, flyrock and noise (Chapter 11).
• Stabilization methods include rock reinforcement with rock anchors and dowels, rock removal involving scaling and trim blasting, and rock fall protection measures comprising ditches, fences and sheds (Chapter 12).
• Monitoring of slope movement is often an important part of slope management in open pit mines. Surface and sub-surface monitoring methods are discussed, as well as interpretation of
the data (Chapter 13).
• Civil and mining applications are discussed in Chapters 14 and 15, respectively, which describe examples of slope design, including stabilization methods and movement monitoring programs.
The examples illustrate the design procedures discussed in the earlier chapters. Also included in the book are a series of example problems demonstrating both data analysis and design methods.
1.1.2 Socioeconomic consequences of slope failures
Failures of rock slopes, both man-made and natural, include rock falls, overall slope instability and landslides, as well as slope failures in open pit mines. The consequence of such failures can
range from direct costs of removing the failed rock and stabilizing the slope to possibly a wide
variety of indirect costs. Examples of indirect costs include damage to vehicles and injury to passengers on highways and railways, traffic delays, business disruptions, loss of tax revenue due to decreased land values, and flooding and disruption to water supplies where rivers are blocked by
slides. In the case of mines, slope failures can result in loss of production together with the cost of
removal of the failed material, and possible loss of ore reserves if it is not possible to mine the pit
to its full depth. The cost of slope failures is greatest in urbanized areas with high population densities where even small slides may destroy houses and block transportation routes (Transportation Research Board, 1996). In contrast, slides in rural areas may have few indirect costs, except perhaps the costs due to the loss of agricultural land. An example of a landslide that resulted in severe economic costs is the 1983 Thistle Slide in Utah that resulted in losses of about $200 million when the landslide dammed the Spanish Fork River severing railways and highways, and flooding the town of Thistle (University of Utah, 1985). An example of a landslide that resulted in both loss of life and economic costs is the Vaiont Slide in Italy in 1963. The slide inundated a reservoir sending a wave over the crest of the dam that destroyed five villages and took about 2000 lives (Kiersch, 1963; Hendron and Patton, 1985).
A country that experiences high costs of rock falls and landslides is Japan. This country has
both highly developed infrastructure and steep mountainous terrain, and in addition, there are
frequent triggering events such as high rainfall, freeze–thaw cycles and ground shaking due to
earthquakes. Documentation of major landslides between 1938 and 1981 recorded total losses
of 4834 lives and 188,681 homes (Ministry of Construction, Japan, 1983).
References : Wyllie, Duncan C. And Mah, Christopher W (2004) Rock slope engineering – civil and mining 4th edition, London and New York